本篇为PU聚义堂108将陈显利原创,PU聚义堂拥有该篇文章的版权,转载必须与PU聚义堂先取得联系,违者必究!!!
随着海绵发泡技术的日益成熟,海绵厂家增多,下游对海绵质量的要求越来越高。其利润空间也是越来越小。怎么提高发泡成品率,提高海绵产品质量。成了实现利润最大化的主要手段。在现有设备下,怎么提高成品率?
一、最大程度提高单次发泡数量
一次发100个和一次发200个其成本不言而喻可以至少节约2000-5000元。而怎么样才能发多?
二、从配方上调整。
1、选择合适的胺是最主要的。其要求前期反应慢而后期固化快的胺是合适的。
合适的胺且合适的胺的用量才行。评价胺量是否合适最主要的是看海绵固化后皮薄厚来决定。如果太薄胺则偏多、偏厚则胺低。胺高发泡时间短,海绵皮薄固化好。去皮少出品率高。太厚则胺偏低,去皮高,海绵出品率低。
所以只有最佳胺的用量才能即可以皮薄出品率高又可以多发。
2、在设备小锅上做些改造。
双层走冷却水。小锅口径变小。角度小一点会延长发泡时间。
三、努力提高发泡成品率,减少坏泡压筋泡
四、工艺流程要严格执行
从设备检查到配料准确度、料温控制、小试判断等发泡前期工作做好。
开机发泡预判观察。
第一预判点出料后到小锅前期反应多少秒。
做好记录通常17-20秒到大锅平反应通常50-60秒夏天通常偏快。冬天偏慢。出小锅偏快通常胺偏高。出大锅偏快通常锡高。设备不同大锅小锅角度问题稍微有些偏差。
第二预判点在上传送带这里。
如果气胀比较大。说明锡高。没有胀气则是锡低。垂直泡宁可锡偏高也不偏低。胀气在5毫米不下压时锡量稍微下调2-5%正好。
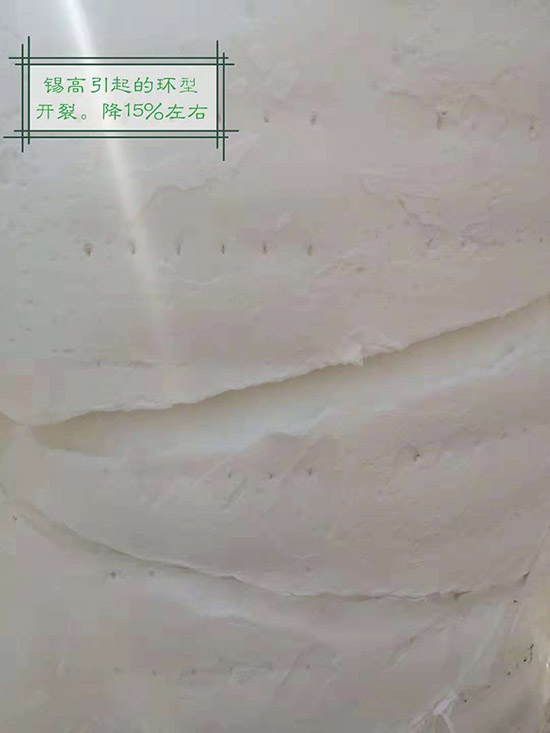
锡高胀气大超过薄膜与海绵体超过0.5毫米胀气则容易开裂。
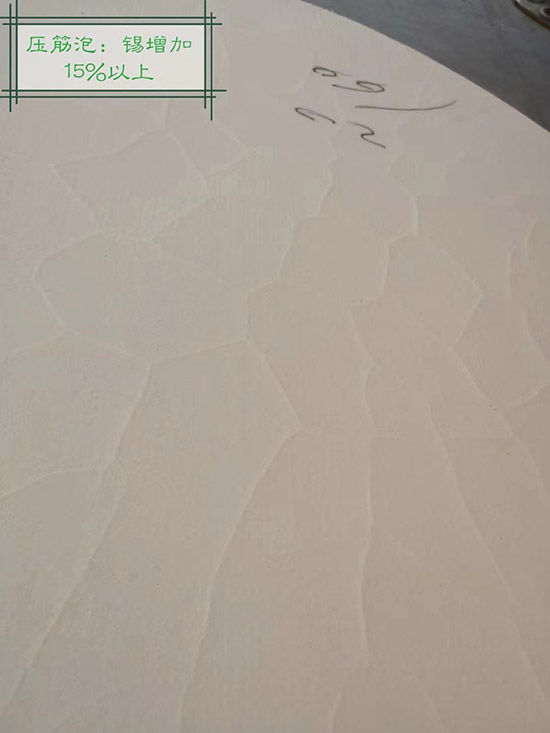
锡高开裂通常是以环形开裂为主。表面闭气严重光滑。通常先降低15%锡量,再微调。而没有胀气。海绵体偏软、粘、“瘦”,则可以判断肯定会出现压筋绵可以先大幅提高胺量。锡量通常在15%以上~20%之间。


第三预判点看切割锯面。
根据切割面调节胺锡量或传送速度
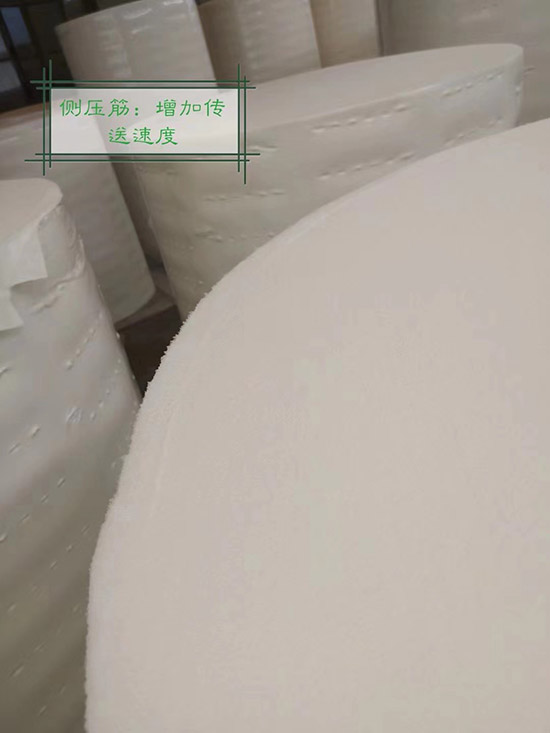
这种就是有于传送速度偏慢其张力强。链板挤压而成。合适的传送也有为重要太慢膨胀太大鼓出太多切割造成很大损耗。太快则容易下滑而形成挤压泡。
五、提高海绵出品率
1、海绵画中间孔准确;
2、打孔准确;
3、切泡师傅水平。
提高海绵质量主要是气孔解决。泡孔结构细腻均整。
详细看本人气孔解决方法。



